LW-6049 The Importance of Water Purification for Weathering and Corrosion Testers
Technical Bulletins
Posted 2023
Last Updated 2023
LW-6049
Introduction
The use of properly purified water is critical to running a weathering or corrosion test device. There are two reasons for this. First, impurities in water can leave deposits on test specimens, thus spoiling the opportunity to evaluate their appearance as degradation occurs. Second, the test devices themselves can suffer from degraded performance or mechanical breakdown as a result of prolonged deposition of impurities from water.
The latter is a universal problem for weathering and corrosion test chambers, while the former is mostly a problem in xenon tests. Humidifiers, spray nozzles, and light reflectors are all degraded by minerals that precipitate out of unpurified water. Water spotting is a problem primarily for xenon tests because of the high infrared energy emitted from xenon arc lamps. This energy quickly evaporates water from specimen surfaces, increasing the likelihood that impurities will be left behind. Fluorescent UV lamp chambers do not produce infrared energy, so spray water evaporates much more slowly. However, long-term tests in fluorescent uv lamp test chambers with water spray will result in spotting of test specimens if the water is not well-purified.
Given the general rule that weathering and corrosion testers require purified water, it is important to note an exception. Fluorescent UV lamp testers, such as the QUV accelerated weathering tester, do not require water purification when water spray is not used. The most common moisture function in these devices is condensing humidity, in which water is evaporated from a water pan and condenses on test specimens. Evaporation distills the water, thus removing the contaminants that normally result in spotting. As a result, ordinary tap water is sufficient for such devices.
This paper will discuss the types of impurities that exist in water supplies, how to measure these impurities, and the technologies available to remove them. In addition, some real and hypothetical examples of practical purification systems will be described.
Types of Impurities in Water and How They are Removed
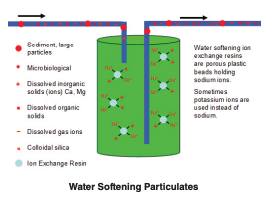
There are five types of impurities in water supplies: suspended particles, dissolved inorganic compounds, dissolved organic compounds, microbiological substances, and dissolved gasses. Each type of impurity presents unique challenges to the purification process. Of special importance to the operation of weathering and corrosion testers are dissolved inorganic compounds, microorganisms, and, in some cases, colloidal silica. More information on these types of impurities will be discussed in this paper. For each one, the types of purification technologies effective in their removal are listed. Later in this document, more detailed information on purification techniques and systems is also discussed.
Suspended Particles. Suspended particles are pieces of rock, sand, or other undissolved materials. Most are easily removed by inexpensive micropo - rous filters, which are rated according to their pore sizes. For example, a typical filter might have a rat - ing of 5 microns (micrometers). A special case of suspended particles is that of silica, where particle sizes are in the nanometer range and are referred to as colloids. More on this below.
Dissolved Inorganic Compounds. Dissolved inorganic compounds come in many forms and present the most significant problem for weathering and corrosion test chambers. Calcium, magnesium, and sodium salts and dissolved silicates precipitate out of unpurified water when evaporated or boiled, creating scale buildup in steam generators and on surfaces where water is sprayed. Dissolved salts result in positive and negative ions. These charged particles are attracted to surfaces and particles of the opposite charge, and this is the basis for deion - ization purification technologies. Ordinary filtration techniques cannot remove dissolved particles, but reverse osmosis membranes are fine enough to capture most of them.
Silica (Colloidal) . Other particles, especially silica, are in the form of colloids, which are much smaller and require more advanced filtration technologies. The difficulty with colloidal silica is that the particles are too small for traditional filtration techniques, and they carry no electrical charge which can be exploited by deionization techniques. Reverse osmosis membranes are capable of capturing silica. Type I anion resins used in deionization systems are highly porous and are able to capture silica through physical means. Of the two methods, reverse osmo - sis membranes are the most reliable at removing colloidal silica.
Dissolved Organic Compounds. Dissolved organic compounds are mainly derived from plant and animal matter. Farming and paper making also contribute to organic impurities in water supplies. Although these materials can affect chemical processes and interfere with analytical techniques, they are not the most critical impuri - ties relating to weathering and corrosion testing. Dissolved organic compounds are easily removed by activated carbon filtration and reverse osmosis.
Microbiological. Microbiological impurities come in the form of bacteria, other living organisms such as algae, and pyrogens. For many applications, especially in the healthcare and research fields, microbiological impurities are among the most critical to control. For weathering and corrosion test chambers, the primary concern is clogging of water lines which disrupts chamber operation, although microbiological growth can alter the pH of water. Removal of these impurities typically requires reverse osmosis or short wave ultraviolet radiation. For critical health care or biological science applica - tions, the addition of deionization and ultrafiltration is common.
Dissolved Gasses. Atmospheric gasses exist in equilibrium with water, resulting in the existence of dissolved nitrogen, oxygen, and carbon dioxide. In addition, municipal water systems chlorinate water to kill bacteria and fluoridate water for human dental health. Carbon dioxide forms weak carbonic acid in water, which will decrease the pH of water as well as reducing the capacity of anion exchange resins in deionization tanks. Otherwise, dissolved gasses are not a major concern for weathering and corro - sion test chambers. Activated carbon filtration and deionization are required to remove dissolved gasses.
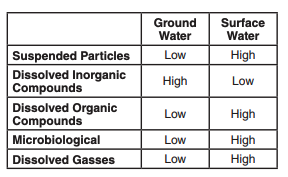
Water Supply Sources & Characteristics. Water supplies come from either a ground source from wells or from a surface source, such as a lake, river, or reservoir. Ground and surface waters vary greatly by location, but they typically have the following traits.
Measuring Impurities in Water
Pure water does not conduct electricity. Dissolved ions need to be present in order for an electrical current to pass. This characteristic forms the basis of most common techniques for measuring water purity. Electrical conductivity and its mathematical reciprocal, resistivity, represent two ways of express - ing the purity of water. Total Dissolved Solids (TDS) is another. This measurement counts the ratio of impurities to water, by mass. A problem with TDS as a unit of measure is that the relationship between it and conductivity depends on the exact composition of the dissolved solids. In the laboratory water purifi - cation industry, measurements of TDS are expressed as if the only ion present in the water were calcium carbonate (CaCO 3 ). This assumption allows for easy conversion between all three units of measure.
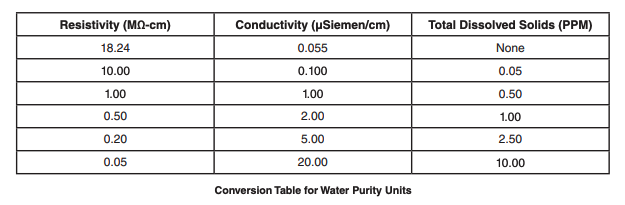
Conductivity is measured in Siemens per centimeter (S/cm). The unit Siemen is equivalent to mho, which is simply the word “ohm” spelled backwards. Resistivity is measured in ohms-centimeter (Ω-cm). Typically, microSiemens/cm (μS/cm) and Megohmscm (MΩ-cm) are used to describe purified water to avoid excessively small or large numbers. TDS is expressed as parts per million (PPM) or parts per billion (PPB).
Given conductivity measured in μS/cm, resistivity measured in MΩ-cm, and TDS measured in PPM of CaCO3 , the following conversions apply:
Conductivity = 1/Resistivity
Conductivity = 2 x TDS TDS = 1/(2 x Resistivity)
Measurement and control of water’s electrical conductivity or resistivity are critical for weathering tests. However, these measurements only detect dissolved inorganic compounds. The other categories of water impurities mentioned above do not affect water’s conductivity and therefore are not captured by measurements of TDS. For example, colloidal and non-reactive silica in water cannot be measured by electrical means. In fact, any direct measurement of colloidal and non-reactive silica is extremely difficult. In addition, ionized, reactive silica has a very weak charge, making it difficult to measure electronically. A detailed explanation of measuring the silica content of water is beyond the scope of this document. Suffice it to say, since silica can ruin a xenon weathering test due to permanent spotting on test specimens, purification systems must be designed to remove it.
Dissolved gasses and total organic carbon are typically measured in PPM. Although critical for many laboratory applications, especially in the biological sciences, weathering and corrosion test standards and chamber manufacturers do not often specify acceptable levels of either type of impurity. One reason for this is simply that water purification systems designed to remove the critical impurities will also remove the less important ones.
Bacterial levels in water are measured in colonyforming units per milliliter (cfu/ml). Bacteria, algae, and other microbiological contaminates can affect weathering and corrosion test chambers by plugging water lines or altering the pH of spray water, but precise measurement of levels is not typically specified either by chamber manufacturers or test method authors. Removal of these contaminates will be discussed later in the document.
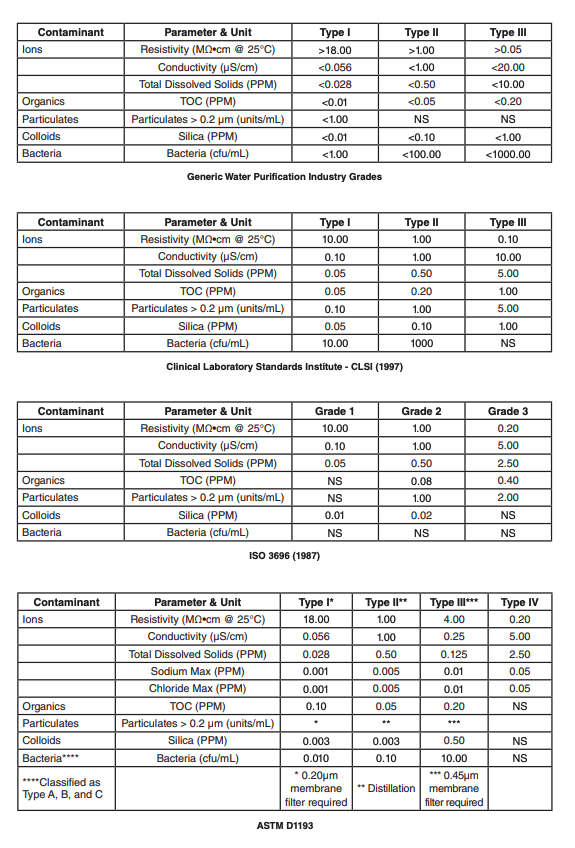
Water Purity Classifications
There are three important international standards which classify water into grades based on the levels of several specific types of contaminates: ISO 3696, ASTM D1196, and CLSI (Clinical Laboratory Standards Institute) C3 A4. All three standards share substantial similarities, but there are overlaps in the classification systems. The CLSI standard’s most recent edition, published in 2006, eliminated the three grade system which mirrored the ISO and ASTM publications. However, the 1997 edition continues to be cited. Because of the inconsistencies between these standards, some major manufacturers of water purification technology use their own classification system with three grades of water specified. The specifications of the three major standards and the water purification industry hybrid are listed on the next page, in condensed form.
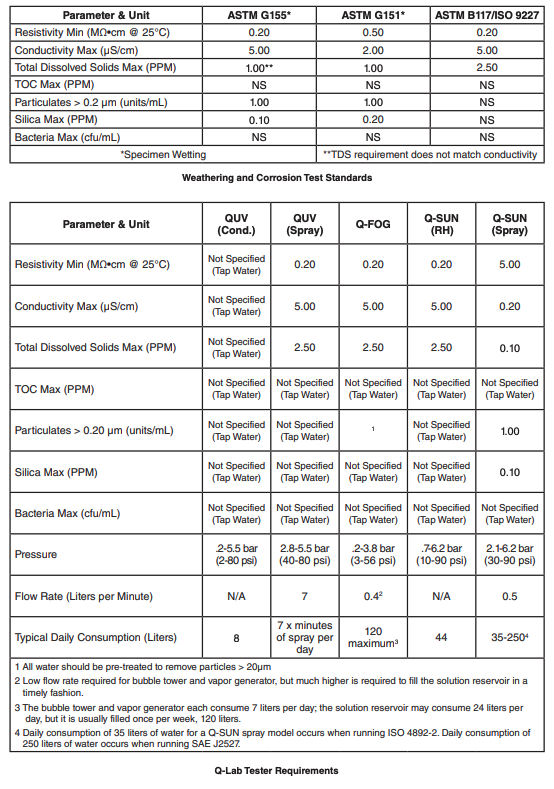
Water Purity Needed in Q-Lab Test Chambers
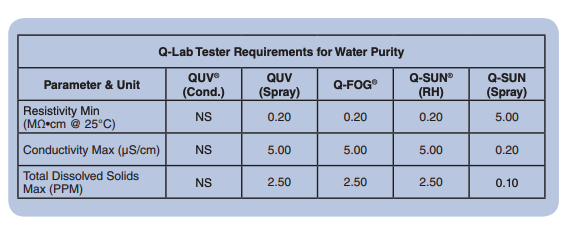
This section lists the purity requirements of common weathering and corrosion test standards and those of weathering and corrosion test chambers manufactured by Q-Lab Corporation.
System Design
This section will discuss several designs for water purification systems suitable for various weathering and corrosion test chambers. The discussion is meant to provide general guidance to managers and technicians responsible for the operation of their chambers. There are many manufacturers of purification systems, and this paper is not intended to recommend any particular vendors. The last section will discuss the technologies in some detail.
Purification for Most Weathering and Corrosion Test Chambers. Water with a TDS of 2.5 PPM (resistivity of 0.2 MΩ•cm ) is sufficient for nearly all weathering and corrosion test devices. The exception is that xenon test chambers require even lower TDS plus removal of silica. The following diagram and photos show one example of a water system for a small laboratory. The system uses reverse osmosis for its primary purification stage, and the water is pretreated with ion exchange softening, particulate filtration, and activated carbon filtration. These technologies will be explored further in the last section.
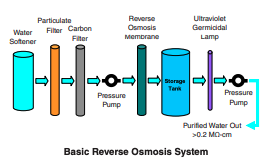
The diagram above shows the basics of a reverse osmosis system. The purity achieved from such a system can be as high as 0.5 MΩ•cm.
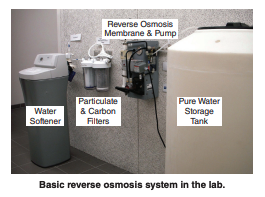
The reverse osmosis membrane pictured above is capable of producing 3.8 liters per minute of purified water.
This amount is not enough to run the spray function on a single QUV accelerated weathering tester. However, since the system is capable of producing purified water continuously, 5472 liters per day is the theoretical maximum output. This amount is enough to operate 2-8 QUV testers running water spray, depending on the precise cycle in operation. Alternatively, it could provide water for the relative humidity control of 10 Q-SUN xenon test chambers plus 3 Q-FOG cyclic corrosion test chambers. By adding a storage tank and pressure pump, this system can serve multiple test chambers at one time.
Ultraviolet Germicidal Lamp. Although the reverse osmosis membrane is effective in removing bacteria, it is possible for bacteria or algae to grow in the storage tank. Therefore, it is advantageous to use an inexpensive ultraviolet germicidal lamp. The main problem with microbiological growth is that over time it can plug water lines and spray nozzles, so the use of a germicidal lamp will reduce maintenance costs and prevent system downtime.
Increasing Purity Through Deionization “Polishing”. Reverse osmosis removes nearly all impurities to a great extent, including colloidal silica and bacteria. However, it is not capable of delivering the purity level required by the spray function in xenon test chambers such as the Q-SUN test chamber. Such a system could be augmented by installing a deionization “polishing” cartridge at the end. Detailed discussion of deionization and polishing occurs later, but the diagram on the next page shows the schematic of such a system, often referred to as RO/ DI. This is the type of system required for water spray in xenon test chambers such as the Q-SUN.
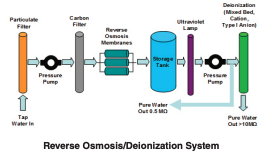
Note that this configuration allows water at two different purity levels to be distributed throughout the laboratory. Due to cost and the possibility of causing corrosion, it may not be desirable to send ultra pure water to every piece of equipment.
The photos below show a small scale system designed to supply water to one or two xenon test chambers with water spray. The quantity of water produced is not sufficient for a large laboratory or for the spray function of UV fluorescent chambers. The system schematic is exactly the same as above, except that this small system does not have an ultraviolet germicidal lamp.

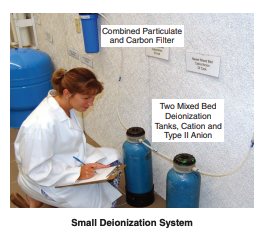
Deionization Without Reverse Osmosis. In locations where water is obtained from a surface source, such as a lake, river, or reservoir, the tap water may be relatively low in TDS. Cleveland, Ohio, for example, gets its water from Lake Erie, one of the Great Lakes. The TDS count averages 175 PPM. Other cities on the Great Lakes, such as Detroit and Chicago, have similar TDS counts. New York City has even lower TDS at 60 PPM. In these locations, deionization without reverse osmosis is often an effective and economical choice for laboratory water purification. Such systems usually require little capital investment. Instead, suppliers offer them at little or no cost as part of a service contract, where the supplier visits on a regular basis to exchange spent resin tanks for recharged ones and perform other maintenance as needed. Some suppliers even use the term “service deionization” to designate this type of arrangement.
Other suppliers have a do-it-yourself approach to maintenance. Much like printer companies often have cartridge recycling programs, some deionization systems have user-replaceable resin beds. When a bed has been consumed, a new resin bed is shipped to the customer and the old one is shipped back to the manufacturer for recharging. Whether a laboratory chooses full service or the DIY approach, it is critical that the deionization resins used meet the requirements for TDS and silica removal.
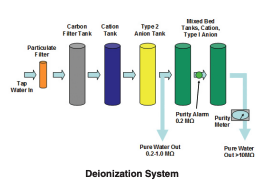
The diagram above shows the basic configuration of a deionization system. It starts with particulate and carbon filtering pretreatment. Then the source water is sent through separate cation and anion tanks. It is possible to get pure water at this point, suitable for most weathering and corrosion test chambers. Xenon chamber water spray requires DI polishing, as discussed above. A Type 1 anion is mixed with a cation in a single tank. Two of these tanks are used to ensure a relatively fresh tank is always in use. The maintenance technician installs a new tank at the end of the system and moves the older tank to the next position on the left. The oldest tank is returned for recharging.
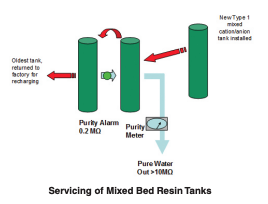
Note that this system has two purity indicators. The first one occurs after the first mixed bed tank. This light turns red when the purity drops below 0.2 MΩcm resistivity. In a properly serviced system, this should not occur. If it does, the mixed bed tanks should be serviced immediately or there is a risk of significant contamination in the product water. The purity meter shows the purity of the final product water. It should be noted, however, that the purity measurement, either resistivity or conductivity, does not account for colloidal silica. Generally, silica is released back into the product water in significant amounts when the type 1 anion resin is spent, but before the purity meter shows a substantial decrease in purity. Systems are designed so that if service is performed regularly and the red warning light in the purity alarm does not go off, the overall purity should remain within specifications.
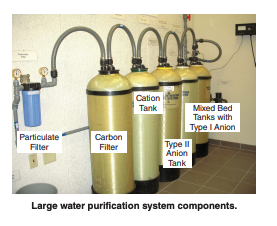
The following photos show a purification system in use at Q-Lab Corporation. The tanks are relatively large because this system can accommodate many test chambers operating simultaneously. For example, this system can produce 57 liters per minute of highly purified water. This is enough for 20 Q-SUN xenon test chambers, model Xe-3, plus 4 QUV accelerated weathering testers with continuous water spray.

Small Deionization System. For laboratories with small needs, such as one operating one or two corrosion test chambers, a small deionization system may be adequate. The photo below shows two small mixed bed resin tanks capable of supplying one or two corrosion test chambers or the humidifier for a xenon test chamber.
Purification Techniques
Water purification occurs in either two or three stages: pretreatment, purification (sometimes called treatment), and polishing. Pretreatment refers to very inexpensive methods of removing particles and other contaminates that would otherwise make the latter stages less efficient. Purification refers to removal of dissolved ions and other impurities, and polishing is an optional stage that results in ultra pure water. This section will discuss the techniques and technologies used in all three stages.
Pretreatment. Suspended particles, dissolved gasses, and many dissolved organic compounds can be removed with very low cost methods. There are three primary techniques used to remove impurities during pretreatment: depth filters, activated carbon filtration, and water softening ion exchange. It is advantageous to use these methods because they lower the total cost of operating a purification system. During the pretreatment stage, TDS and silica content are unchanged.
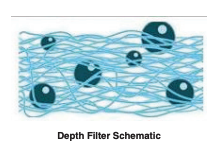
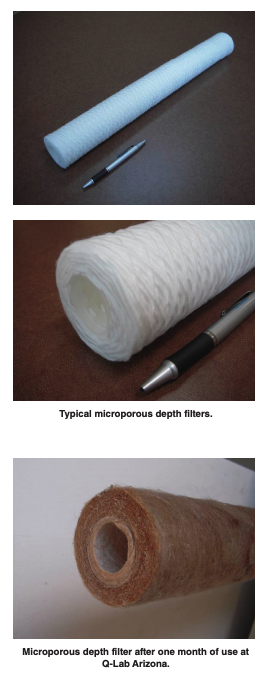
Depth Filters. The very first component in the pretreatment stage of a purification system is typically a depth filter. These inexpensive filters remove relatively large particles from the incoming water. The filters are rated according to the minimum size particle that will pass through. For example, a 5 micron (micrometer) filter will capture particles 5 microns in diameter or larger. If not removed during pretreatment, suspended particles can damage components of the treatment and polishing stages or significantly decrease their useful life.
Depth filters are composed of compressed fibers, made from various polymers, cellulose, or glass, that form a matrix to trap particles. Depth filters get their name from the fact that the entire volume, or depth, of material is used to trap particles. They are used for pretreatment because of their longevity and low cost.
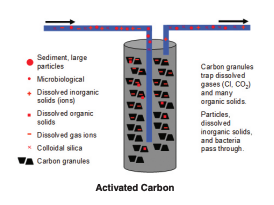
Activated Carbon. Filtration with activated carbon is an important part of the pretreatment process, effectively removing dissolved chlorine and organic compounds. Highly porous carbon granules or powder trap these contaminates through adsorption and catalytic reduction. Both natural and synthetic forms of activated carbon are used, with the synthetic form being more effective in the removal of relatively small organic compounds.
Activated carbon does not remove particles or dissolved inorganic compounds. In addition, activated carbon filters can be breeding grounds for bacteria. For these reasons, it is always used in conjunction with other pretreatment methods.
Ion Exchange – Water Softening. Water softening is a term that refers to an ion exchange process that exchanges so-called soft ions, sodium or potassium, for undesirable hard ions, calcium and magnesium. The result of water softening does not change the TDS of the treated water, so it is not considered a purification process. However, softening is useful as a pretreatment option when reverse osmosis is used in the primary treatment stage of the purification system. This is because it removes hard ions which can damage and greatly reduce the useful life of reverse osmosis membranes.
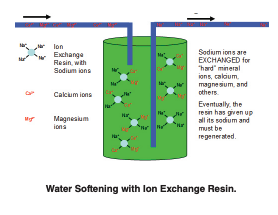
A water softener contains an ion exchange resin, which consists of negatively charged porous plastic beads that electrostatically bind with sodium ions or any other cation. As hard water passes through the resin tank, calcium and magnesium ions, along with other mineral ions that may be present, are bound with the resin beads.
This occurs because the mineral cations’ charge is stronger than that of sodium cations. The result is that the mineral cations are removed from the water and sodium cations are released into it.
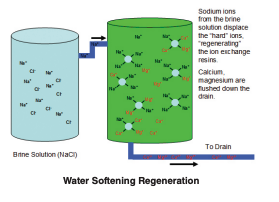
Eventually, the resin beads have released all of their sodium ions and therefore cannot remove any more hard minerals from the water. At this point the water softener system must regenerate the resins. Regeneration occurs when a sodium chloride brine solution is flushed through the resin tank. The high concentration of sodium in the brine causes the resin beads to reverse the softening process, accepting sodium ions and releasing hardness ions. The hardness ions and remaining brine are flushed down the drain. Now the system is ready to begin softening again.
Purity measurement devices that rely on electrical measurements cannot distinguish between minerals that cause hardness and other dissolved inorganic compounds. Therefore, more detailed analysis of the incoming water is recommended to determine if water softening is necessary. Water purification companies are often willing to provide this analysis free of charge as part of the pre-sales process. In addition, municipal water systems generally provide detailed reports on the water supplied to homes and businesses. These can be used as a guide when determining if softening should be used. In the absence of precise analysis, a rule of thumb is that a TDS reading of greater than 250 PPM indicates the water is sufficiently hard that the use of a water softener would be advantageous. Information on converting from conductivity and resistivity measurements to TDS is provided above.
Purification. The pretreatment stage exists mainly to protect the components of the purification stage and increase their efficiency, but the purification stage is where TDS is significantly reduced. The technologies utilized in the purification process are reverse osmosis, deionization, and distillation. A specialized type of deionization, electrodeionization, will also be discussed. One of these technologies must be used in water systems that will supply weathering and corrosion testers, because such devices require water with low TDS.
Reverse Osmosis. Reverse osmosis technology starts with a porous membrane typically made from thin film p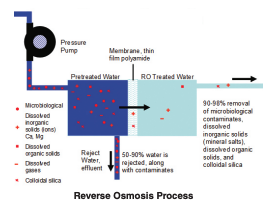 olyamide material. Water which has been pretreated to remove particles, chlorine, and excessive amounts of calcium, magnesium, and iron, is pressurized against the membrane. Some of the water passes through the membrane, leaving behind 90-98% of impurities. This purified water is referred to as product. These impurities are discharged to a drain with the remaining water, which is called effluent or reject water.
olyamide material. Water which has been pretreated to remove particles, chlorine, and excessive amounts of calcium, magnesium, and iron, is pressurized against the membrane. Some of the water passes through the membrane, leaving behind 90-98% of impurities. This purified water is referred to as product. These impurities are discharged to a drain with the remaining water, which is called effluent or reject water.
Pretreatment of water is critical for reverse osmosis systems because hard ions and chlorine will damage the membrane, reducing its effectiveness and useful life. In addition, the membrane significantly reduces the water pressure and is capable of producing only a limited flow rate. This necessitates the use of a reservoir and pressure pump in order to supply a constant flow of treated water.
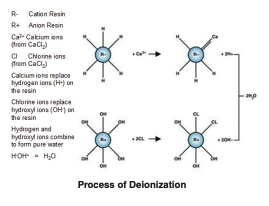
Deionization (Ion Exchange). Deionization refers to an ion exchange process with similarities to water softening. Like softening, deionization systems use resins electrostatically bound to ions which are exchanged for dissolved minerals in water. The critical difference is that the ions exchanged by deionization resins combine to form pure water. Therefore, deionization results in a significant net decrease in TDS content.
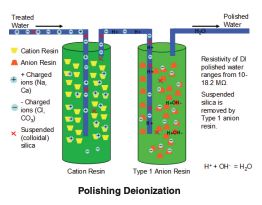
The diagram below illustrates the deionization process. Cation resins carry a negative charge and are bound to positively charged hydrogen ions (H+). Anion resins carry a positive charge and are bound to negatively charged hydroxyl (OH-) ions. As water passes through the resin tank, dissolved inorganic compounds, which are composed of both a positive and a negative ion, are exchanged for hydrogen and hydroxyl ions. These ions are ejected into the water, and when they combine, pure water is formed. This is different from water softening, where one type of impurity is simply exchanged for another.
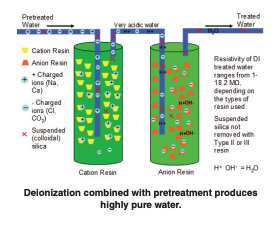
Like reverse osmosis, deionization requires pretreatment to be effective. Deionization does not remove microbiological contaminates, dissolved organic compounds, or suspended particles effectively. The diagram on the next page illustrates that deionization combined with pretreatment produces highly pure water. For the highest purity water and removal of colloidal silica, a second deionization stage is required, which will be discussed later. The resistivity of deionization product water can range from .5 MΩ-cm to a maximum of 18.2 MΩ-cm when this second deionization stage is used. Special mention should be made that twostage deionization may not be sufficiently effective at colloidal silica removal for water spray in xenon test chambers.
The ion exchange resins have a limited useful life, creating the need to exchange tanks on a regular basis. The hydrogen and hydroxyl ions bound to the resin particles are eventually used up. When this occurs, the resin is no longer effective at removing dissolved inorganic compounds, and can even release previously captured minerals back into the water. Because of the need for regular regeneration, deionization systems are often rented or leased from a local supplier, who provides maintenance and regeneration services. The initial investment to use such a system is low, but the costs of service and regeneration of the resins can be costly in situations where the incoming water has high TDS.
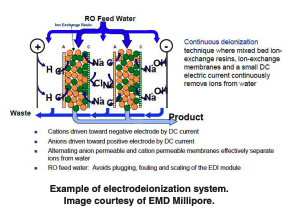 Electrodeionization (EDI). Deionization resins generally require chemical regeneration, which means that the tanks must be returned to the factory on a regular basis. This can be costly in remote areas or congested cities. Electrodeionization technology uses ion exchange resins and ion selective membranes that are regenerated with an electric current. Systems are designed to continuously regenerate the resins, eliminating the need to send resin tanks back to a factory on a regular basis. In addition to this benefit, this technology eliminates the problem of releasing previously captured dissolved minerals and silica that occurs as chemically regenerated resins reach their capacity.
Electrodeionization (EDI). Deionization resins generally require chemical regeneration, which means that the tanks must be returned to the factory on a regular basis. This can be costly in remote areas or congested cities. Electrodeionization technology uses ion exchange resins and ion selective membranes that are regenerated with an electric current. Systems are designed to continuously regenerate the resins, eliminating the need to send resin tanks back to a factory on a regular basis. In addition to this benefit, this technology eliminates the problem of releasing previously captured dissolved minerals and silica that occurs as chemically regenerated resins reach their capacity.
EDI systems have the highest initial investment. However, the investment may pay off because of the technology’s low operating costs. Like other purification technologies, EDI requires pretreatment in order to work efficiently. EDI product water typically has resistivity between 5 and 17 MΩ-cm.
Distillation. Distillation is a traditional technique for purifying water. It works by heating water to the boiling point, converting it to a gaseous state, and then condensing it in a cooling apparatus prior to storage. The gas conversion leaves behind dissolved inorganic compounds and most organic compounds. Only substances with vapor pressures close to water are left behind.
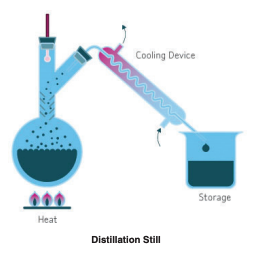
Like other purification techniques, distillation works best with pretreated water. The major disadvantages of distillation are the slow production of purified water, high energy consumption, and tendency for storage to rapidly degrade the output water’s quality. Distillation stills are not commonly seen in modern laboratories because of the existence of other technologies, but in some geographical areas, delivery of distilled water is the only way of obtaining laboratory-grade purified water.
Polishing. Water of the highest purity, Type I, which is required for water spray in the Q-SUN xenon test chamber and similar devices, requires additional purification steps beyond those already discussed. Different applications have special concerns that require special purification techniques. Xenon test chambers, for example, require low silica content, while some analytical and medical work requires a high degree of removal of microbiological and dissolved organic contaminates.
The additional levels of purification required to achieve these stringent requirements are often called polishing. This section will discuss three techniques for the final polishing of already pretreated and purified water. These are second-stage deionization, ultraviolet light, and ultrafiltration.
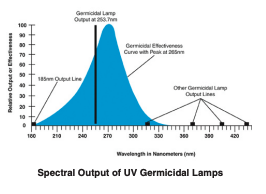 Ultraviolet Light (UVC). Ultraviolet (UV) light is used in many applications to kill bacteria and to photo-oxidize organic compounds into ions that can be removed by deionization. The lamps used are usually low pressure mercury lamps with a peak output at a wavelength of 254 nm. This wavelength at low dosages is effective in preventing replication of bacteria. At higher dosages, it is effective in killing bacteria but will not remove the resulting organic material from the product water. UV output at 185 nm breaks large organic molecules and bacteria into ionized components, which are removed in a subsequent polishing step. This spectral output of UV germicidal lamps is significantly different than that of UV fluorescent lamps used in weathering test devices, such as the QUV.
Ultraviolet Light (UVC). Ultraviolet (UV) light is used in many applications to kill bacteria and to photo-oxidize organic compounds into ions that can be removed by deionization. The lamps used are usually low pressure mercury lamps with a peak output at a wavelength of 254 nm. This wavelength at low dosages is effective in preventing replication of bacteria. At higher dosages, it is effective in killing bacteria but will not remove the resulting organic material from the product water. UV output at 185 nm breaks large organic molecules and bacteria into ionized components, which are removed in a subsequent polishing step. This spectral output of UV germicidal lamps is significantly different than that of UV fluorescent lamps used in weathering test devices, such as the QUV.
UV lamps are often the first step in the polishing stage, for two reasons. First, in a purification system with reverse osmosis, water storage creates an ideal environment for growth of bacteria and other microorganisms. Second, a deionization system is generally incapable of bacterial elimination, so a germicidal UV lamp is an effective supplement to this technique.
Deionization (Polishing). DI polishing works in essentially the same way as deionization in the primary purification stage. There are two differences. First, since the input water has already undergone purification, additional deionization results in water with a much lower TDS count than in the primary purification stage; typically 10 MΩ-cm resistivity or higher. Second, the use of a Type 1 anion resin can be effective in removing silica. It does this in two ways:
- Type 1 anion resins remove ions with weak ionic charges, such as dissolved silica.
- Type 1 anion resin is more porous than the Type 2 resins used in the primary purification stage. These pores are effective in trapping colloidal silica, especially in systems where water is continuously recirculated through the system. However, removal of colloidal silica is best accomplished by reverse osmosis membranes. In addition, deionization resins may release trapped silica if they become saturated.
Electrodeionization systems are generally designed to deliver high purity, “polished” water. They typically are paired with reverse osmosis membranes and often utilize recirculation of water through the system to accomplish multi-stage deionization.
Ultrafiltration. Ultrafilters are membrane filters with pores ranging in size between 1 and 10 nanometers. This is small enough to remove microbiological contaminates, large organic molecules, and most colloids. Unlike reverse osmosis membranes, ultrafilters do not constrict water pressure, so no temporary storage tanks or pumps are necessary. They do not remove dissolved organic or inorganic materials however. Ultrafiltration, when used, is typically the last component of a purification system in order to remove the last traces of microorganisms and large organic molecules, as well as fine particles that may have entered the water in a prior purification stage.
Conclusions
In this paper, the importance of water purification to the successful operation of weathering and corrosion test chambers began a discussion of water purification techniques and the impurities they are designed to remove. The main purification technologies were discussed and examples of real-life systems were shown. Water purification was defined as a three-stage process: pretreatment, purification, and an optional polishing step. Pretreatment alone is never sufficient in a purification system, but it is necessary for the effective and economical use of the main purification technologies.
It is critical for a laboratory manager to understand what impurities exist in the local water supply when choosing the appropriate system. In areas where “hard” water exists, reverse osmosis should be preceded by a water softener, and in these areas, deionization alone may not be economical due to the high concentration of total dissolved solids (TDS).
Finally, it is worth noting again that UV fluorescent weathering testers, such as the QUV accelerated weathering tester, do not require purification for their primary moisture function, condensing humidity. However, QUV chambers equipped with water spray do require purification of the incoming water.