LU-8031: High Irradiance UV/Condensation Testers Allow Faster Accelerated Weathering Test Results
Technical Bulletins
Posted 2023
Last Updated 2023
LU-8031
Introduction and Background
Weatherability is a necessary quality for coat - ings used outdoors. Because outdoor expo - sures are so time consuming, accelerated laboratory testing is used extensively by industry. One of the more popular laboratory weathering testers is the ASTM G53 UV/Con - densation device, also known as the QUV. 1 In the QUV, test specimens are repetitively exposed to alternating cycles of UV light and condensing moisture at controlled tempera - tures. Previously, exposure conditions could be varied only by the selection of the fluorescent UV lamp, the timing of the UV and condensation exposures and the tempe ratures of the expo - sures. This paper examines an enhancement to the QUV weathering tester for precise control of light output and higher irradiance. Data is presented on the accelerating effect of higher irradiance on several common polymers.
Irradiance Control System
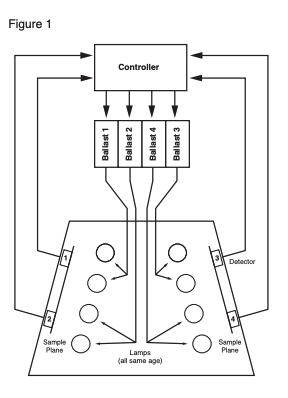
The irradiance control system, marketed under the name “Solar Eye,” consists of a program - mable controller that continuously monitors the UV intensity via four sensors mounted in the test sample plane. A four channel feedback loop system maintains the programmed irradiance level by adjusting power to UV lamps. The irra - diance level can be adjusted to varying inten - sities for different applications. Figure 1 shows a simplified schematic of how the irradiance control system works. Each sensor monitors the intensity of two lamps. Each sensor is individually calibrated by the operator on a regular basis. The cali - bration is traceable to the National Institute of Standards and Technology (NIST) for ISO 9000 compliance. Data presented previously 2 has shown that the Solar Eye control system largely eliminates variations in UV intensity and therefore greatly reduces variations in test results.
High Irradiance for Faster Results
The programmable, automatic irradiance control system allows the operator to choose a higher than standard level of irradiance for UV exposure tests. For many materials, this results in faster degradation and therefore shorter test times.
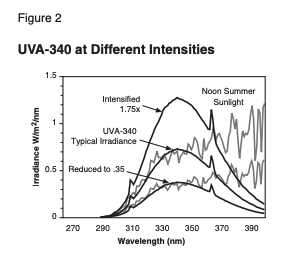
It is widely recognized the UVA-340 lamp is a more realistic simulation of sunlight than the UVB-313 lamp.3,4 Since its introduction, most of the plastics industry has switched to the UVA-340 because it gives more realistic results. However, in spite of its limitations, a large number of coatings researchers continue to use the UV-B lamps because they give faster results. With the programmable controller, the UVA-340 can now be operated at higher irradiance levels to speed up test results. Figure 2 shows UVA-340 lamps at various irradiance levels, compared to sunlight.
The recommended maximum increase over typical G53 irradiance is 75%. Even though lamps are capable of higher intensity levels at full power, it is not recommended that tests be run at levels higher than 1.75x normal. There must be some excess power available to maintain the desired set point and account for such things as lamp aging and other factors which reduce the maximum irradiance potential. It should be noted that lamps operated at higher than normal irradiance will have a proportionally shorter useful life span.
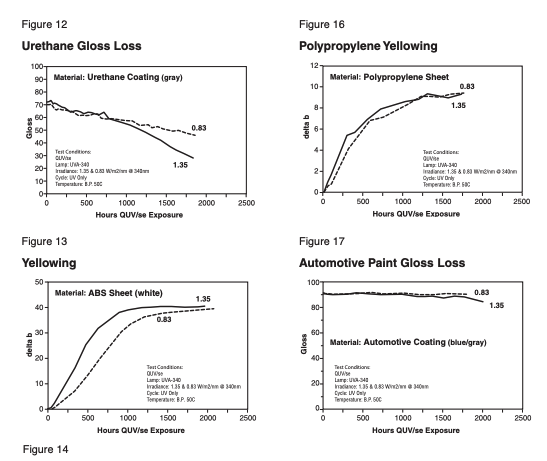
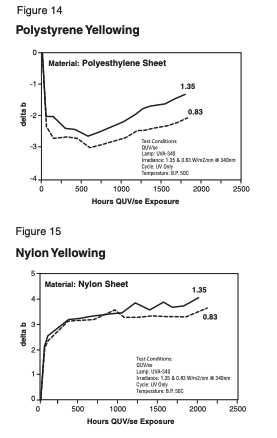
Exposure Results for Various Polymers
The programmable, automatic irradiance control system allows the operator to choose a higher than standard level of irradiance for UV exposure tests. For many materials, this results in faster degradation and therefore shorter test times.
It is widely recognized the UVA-340 lamp is a more realistic simulation of sunlight than the UVB-313 lamp.3,4 Since its introduction, most of the plastics industry has switched to the UVA-340 because it gives more realistic results. However, in spite of its limitations, a large number of coatings researchers continue to use the UV-B lamps because they give faster results. With the programmable controller, the UVA-340 can now be operated at higher irradiance levels to speed up test results. Figure 2 shows UVA-340 lamps at various irradiance levels, compared to sunlight.
The recommended maximum increase over typical G53 irradiance is 75%. Even though lamps are capable of higher intensity levels at full power, it is not recommended that tests be run at levels higher than 1.75x normal. There must be some excess power available to maintain the desired set point and account for such things as lamp aging and other factors which reduce the maximum irradiance potential. It should be noted that lamps operated at higher than normal irradiance will have a proportionally shorter useful life span.
Effect of Moisture
For materials which are sensitive to moisture, there may be a further acceleration when moisture is added to the UV cycle. Furthermore, some materials may respond in a completely different fashion in the presence of moisture. To test this, materials were exposed under 4 different conditions:
- 100% UV Cycle (at 50o C)
- UV + Moisture Cycle (4 hours UV at 50o C, alternating with 4 hours condensation at 50o C)
- UV + Dark/dry Cycle (4 hours UV at 50o C, alternating with 4 hours dark at 50o C)
- Moisture + Dark/dry Cycle (4 hours dark and dry at 50o C, alternating with 4 hours condensation at 50o C)
On the blue vinyl film, the UV+Moisture Cycle degraded the material most rapidly. Although the 100% UV Cycle exposed the material to twice the UV “dosage,” the results were not as severe.
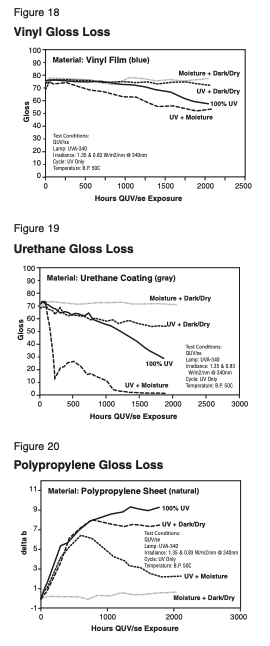
This moisture effect is even more dramatic on the urethane. Again, although the UV+Moisture Cycle exposed the material to only half the UV dosage as the 100% UV Cycle, the rate of degradation is much faster.
Sometimes the presence of moisture effects both the rate and the type of degradation. This is illustrated in Figure 20. In this case, the UV+Moisture Cycle gave a very different result than the cycles that omitted moisture.
Exposure Duration & Measurement Intervals
As a general rule, exposures should be run until the material has reached complete failure. This is because the perceived difference in the rate of degradation between any two exposures may vary, depending on how the data is analyzed.
Figure 21 shows how running an exposure test to a predetermined level of degradation (in this case, yellowing) can cause confusion. If the exposure had been terminated after a delta b of 8 was reached, the higher irradiance exposure would appear to be 48% faster. If the exposure had been terminated at a delta b of 34, the higher irradiance test would appear to be only 32% faster. Only running the test to complete failure shows the true relationship between the two exposures.
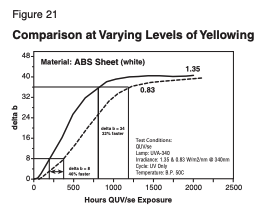
Figure 22 shows the same data used in the previous figure. However, here the exposures were analysed after a predetermined number of hours. If the two exposures are compared at 500 hours, the difference appears to be 100%. If they are compared at 1000 hours, the difference is 22%.
An even more dramatic example of this is shown in Figure 23. After 1000 hours exposure, there is no difference in the exposure results. However, at 1500 hours, there is an 18 to 1 difference. Because the lower irradiance test was terminated before the sample reached failure, there is no way to know the actual relationship between the two exposures.
These examples also illustrate why degradation should be measured at regular intervals during an exposure, rather than at the end of a preset time.
Summary & Conclusions
There is currently great interest in using high irradiance exposures as a method of accelerating laboratory weathering tests. One way to achieve higher irradiance is with the programmable automatic irradiance control system now available for use in QUV/SE weathering testers. This system was designed to maintain a precise UV intensity level throughout an exposure test. With this system, the operator can choose from a range of irradiance levels, up to 75% over that of a standard QUV device.
Accelerated laboratory weathering data from a variety of materials indicates that, for some of these materials, exposure to high light intensity levels in a QUV/SE causes faster degradation. For these materials, test times can be reduced by using higher irradiance exposures.
However for other materials, moisture or temperature may play a critical roll in degradation. Moisture in the test cycle increased the rate of yellowing or gloss loss for 5 of the 15 materials tested, as compared to UV only exposures. Furthermore, experience indicates that irradiance, moisture, dark time, and temperature frequently have a synergistic effect. Using high irradiance to reduce test times is a promising technique for quality control and product development. However it could have a detrimental effect on correlations between laboratory and outdoor results.
Acknowledgement
The authors would like to recognize Sandra Kalmbach for her assistance in data collection and organization.