LF-8116 - New Era in Corrosion Testing
Last Updated 2014
The New Era in Corrosion Testing
It has been an exciting few years in the fields of weathering and corrosion testing. Last year, PPCJ published an article on a “Revolution in Weathering Testing” (September, 2013). That revolution was a decade in the making, and what is happening in corrosion testing today is no less significant. This article will briefly look at the history of corrosion test standards, where the corrosion testing industry is today, and how recent corrosion chamber innovations open the door to better standards and a revolution in corrosion testing.
100 Years of Salt Spray Testing
One hundred years ago, corrosion engineers developed tests using a 5% solution of sodium chloride delivered through compressed-air operated, atomizing spray nozzles under constant temperature conditions. This corrosion test continues as the most widely used around the world and is standardized in ASTM B117 and ISO 9227. Although effective for many quality control applications, this test has been shown again and again to have poor correlation to real life corrosion, especially for materials with organic coatings.
Early Cyclic Corrosion Tests
The path to modern corrosion testing dates back to work done in England in the 1960s. Cyclic Prohesion (Protection is Adhesion) tests incorporated wet/dry cycling and the addition of ammonium sulfate to a dilute sodium chloride solution. Currently, this test is standardized in ASTM G85, Annex 5 and is commonly referenced for use in industrial maintenance coatings. Recently, the American Architectural Manufacturers Association replaced the traditional salt spray test with Prohesion in its 2605 standard for high performance coatings on aluminum extrusions and panels used on windows and other building fenestration products, demonstrating the continued significance of this method.
In the early 1990s, researchers at The Sherwin-Williams Company published research in which coated metal panels were tested according to an alternating schedule of exposure in a fluorescent UV weathering test chamber (QUV® tester) and to the Prohesion test. Their work led to the development of ASTM D5894 and ISO 11997-2. Follow-up studies confirmed that this method achieved better correlation to outdoor corrosion for several coating systems used in industrial maintenance applications. The method has been used and modified for highway construction and maintenance and in the petrochemical industry.
Automotive Corrosion Tests
As in the field of weathering testing, much of the innovation in corrosion testing has occurred in the automotive industry. Automotive cyclic corrosion tests of the 1980s and 1990s added condensing humidity to the wet and dry cycles pioneered earlier. Corrosive solutions replicated harsh road conditions from the use of salts to melt snow and ice.
These tests typically start with application of a corrosive solution by a traditional compressed-air atomizing spray nozzle, followed by a dry-off period. This creates a salt residue on the test panels that is dissolved in condensing humidity, re-initializing corrosion reactions on the surface or in scribes through the coating. For many environments, particularly automobiles on wintry salt-treated roads, these tests often correlate well to outdoor corrosion and have significantly benefitted the industry in its work to improve corrosion resistance.
Cyclic corrosion standards were defined as those including several environmental conditions, including corrosive fog conditions, ambient or “dwell” conditions without heat or moisture application in the chamber, humid conditions to re-wet specimens without additional corrosive solution application, and dry-off conditions at low relative humidity and elevated temperature. These tests were the stateof-the-art throughout the 1990s and into the 2000s, but deficiencies existed.
The Challenges of Modern Corrosion Testing
A stubborn problem with the first generations of automotive cyclic corrosion standards has been repeatability and reproducibility. The causes of variability in testing have not been well documented or published, so the use of corrosion coupons has proliferated in an attempt to manage the problems. Corrosion coupons are standardized masses of metal that are weighed before and after standard exposures. The amount of mass loss per cycle is often specified in standards. However, the use of coupons has not addressed the real problem: inadequacies in test standards and the test chambers designed to meet them. In too many cases, people who encounter problems meeting the coupon loss rates specified in their standards have had few control options to adjust. This is the challenge of modern corrosion testing.
Most corrosion in the laboratory occurs during transitions between wet and dry phases of the tests. Controlling these periods is a key factor in controlling corrosion rates and, thus, mass loss of standardized coupons. General Motors addressed control of transition periods when it replaced the popular GM 9540P standard with GMW 14872 in 2006. When published, the new standard specified the relative humidity during ambient and dry phases of the test and included requirements for ramp times between phases. Japanese standards writers followed a similar path in refining the popular CCT I and CCT IV cycles in JASO and Nissan standards, which require very rapid transition times between phases.
GM had departed from traditional methods even before GMW 14872. GM 9540P was developed as a benchtop test where specimens were sprayed then moved from ambient lab conditions to a humidity chamber. It was adapted to be run in corrosion test chambers. However, revisions of the original GM 9540P standard removed use of atomizing salt fog using compressed air in favor of direct spray onto test specimens. The goals of the direct spray were to quickly saturate test specimens and gently wash off salt residue from previous applications without removing corrosion byproducts. Traditional salt fog is incapable of achieving rapid saturation and takes too long to wash off salt residue.
GMW 14872 begins with a brief period of direct spray of the corrosive solution that may be repeated depending on the specific automotive component being tested. However, the important innovation in the standard is its emphasis on a relatively slow, one-hour transition period from the ambient stage to the humid stage and an even slower three-hour transition from the humid phase to the dry phase.
When published, the new standard initially caused confusion in the corrosion testing community because test chambers on the market at the time were incapable of achieving all aspects of the test without modifications or manual intervention during the test. Some retrofitted additional spray capabilities and automatic lid lifters onto their chambers, while others created tests that combined the automatic capabilities of their chambers with the manual benchtop approach GM used to create the method.
A Step Forward in Laboratory Corrosion
Modern corrosion test chambers, such as the new Q-FOG® CRH chamber, include greater control of the environmental conditions and no longer require manual intervention to meet tests such as GMW 14872. The first improvement has been the addition of controlled relative humidity (See Figure 1).
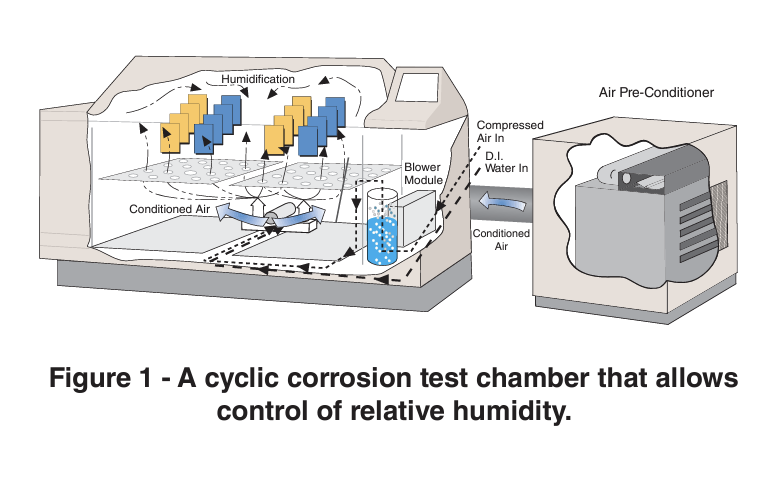
This is critical for test phases that call for “dry” or “ambient” conditions. Laboratory environmental conditions, which vary depending on geographical climate conditions, are not often controlled with the precision necessary to control the transition times between phases. Because of its relative humidity control system and air pre-conditioner which supplies warm or cool, dry air into the chamber, the Q-FOG CRH can achieve nearly all test conditions automotive corrosion engineers have specified.
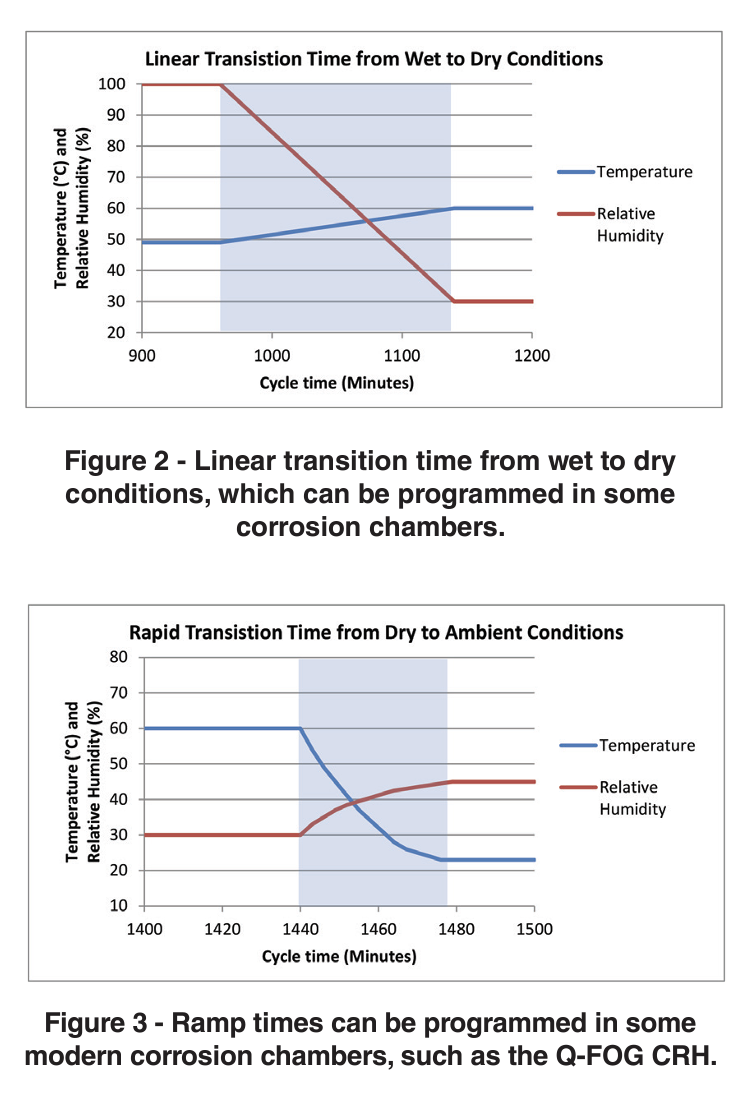
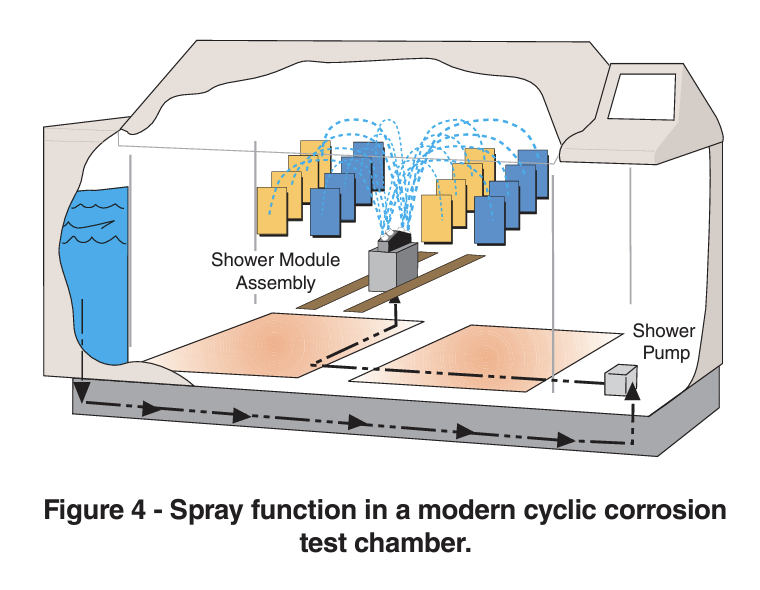
Controlled relative humidity is only sufficient when combined with adjustable ramp times due to the importance of wet/dry transition times. The GMW 14872 test requires slow, linear ramp times, while other methods require “as fast as possible” ramping or minimum ramp times. The Q-FOG CRH and other modern corrosion chambers allow the user to program linear (See Figure 2) or rapid ramp times (See Figure 3) and make adjustments in order to change the mass loss of corrosion coupons.
Another source of variability addressed by the Q-FOG CRH is control of corrosive spray. The user is able to program spray on/off times which allows them to precisely control the volume of spray applied to specimens. This turns out to be another effective way to control corrosion coupon rates in the GMW 14872 method, which only states that “test samples and coupons shall be thoroughly wet/ dripping.” Traditional salt fog application emphasizes fog uniformity and avoiding “direct impingement,” while the new methods emphasize spray which quickly wets specimens and washes away salt residue, leaving time for long transitions to other test phases (See Figure 4).
A Practical Problem Addressed
One significant nuisance of GMW 14872 and the similar SAE J2334 methods is precipitated calcium carbonate forming in spray nozzles and plumbing when sodium bicarbonate and calcium chloride combine in solution. Precipitates clog nozzles, reducing the amount of spray reaching the specimens. This has a measurable impact on coupon mass loss rates and is a common complaint of users of these standards. The Q-FOG CRH addresses this problem with an automatic nozzle cleaning function which minimizes calcium carbonate formation and two-stage filtration to remove any that does form. Cleaning nozzles in acetic acid may continue as a necessary maintenance function, but these approaches should reduce the labor required to keep the system operating properly. If all these approaches fail, the Q-FOG CRH includes a system to monitor the spray flow rate and alert the operator if it is reduced for any reason.
Ready for the Corrosion Testing Revolution
Modern corrosion test chambers provide better control of the environments corrosion engineers believe are critical in making laboratory tests realistic, fast, and repeatable. Over time, test standards need to be updated so that test chamber users are given proper guidance on controlling their tests. The good news is that modern corrosion test chambers give users control options that their predecessors lacked. Although the corrosion testing revolution has been in the works for a long time, the technology to make it happen is widely available today.